Application images

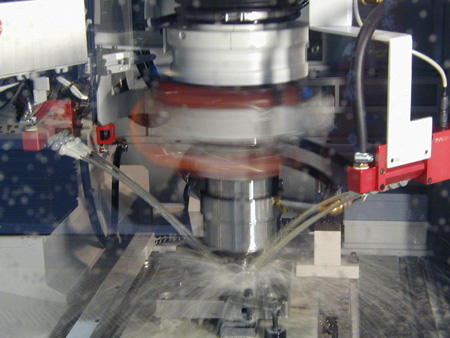




P1/P2 cooling system
What is the current situation in the modern metal cutting businesses?
Equipped with the best and fastest CNC milling machines on the market. With linear motors, rapid motion with speeds in the g range, tool changers with changing times calculated in seconds, tools which have been much improved by their manufacturers in terms of cutting performance and life cycles, through the application of coatings. And last but not least, the manufacturers of the cooling lubricants, whether it be of the well-known oil-water emulsion or of Minimum Quantity Lubrication. They have all made great progress in developing their products in the last few years.
All this has gone towards making metal cutting better, faster and better value for money. The thing that has not been properly dealt with, however, is really the most important item. How do I take the material to the cutting edge? Because that is where it is needed in order to allow the properties developed for that cutting edge to work. Everyone passes the buck. And so that is mainly how it has remained with a fairly large number of settable nozzles.
Apparently, this has nothing to do with broken tools, sub-standard chip removal, optional stops for special tools and the many program interruptions for setting the coolant jets. Just as relevant seems also to be the fact that it causes the automatic machines to stop working automatically and without human intervention. The answer is quite simple:
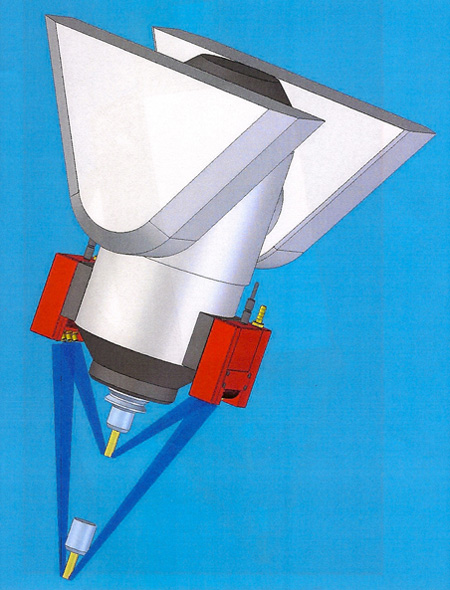
"the programmable coolant jet". All that is needed is to move the coolant jet by means of a small programmable motor. With this solution, BEMA Maschinen GmbH has turned theory into practice. They have developed a nozzle block which is attached to the spindle head and can move the coolant jet within the tool's axis. The corresponding software has also been developed, so that the user can attach the BEMA P2 System to his CNC machine without any problems. What improvements does the BEMA P2 System introduce?
Because it is possible to adjust the coolant jet from the outside of the cab and during finishing, it is possible for you to aim the coolant jet straight onto the best point for this finishing step. Here it does not make any difference whether you work with a short milling cutter of 5mm diameter or with an extended double end milling cutter of 25mm diameter. You can smoothly adapt the angle of the jet to any length of tool and assign it to a maximum of 100 tool locations. By means of this targeted coolant jet, the blade receives 100% of the available medium. This gives the blade the best possible cooling, the best possible lubrication and provides the maximal rinsing volume for chip removal. This is different from the usual situation, where most of the chips are pushed away by the milling cutter. The targeted jet also works greatly to the benefit the tool’s life cycle; up to 200% longer life cycles have been measured. The BEMA P2 System does not require any data from the CNC controls. The only link to the machine consists of a proximity switch which forwards the tool change signal to the BEMA software. How does the BEMA system work?
Since you are still moving a new workpiece into position, the coolant jet is set purely visually via the two plus or minus buttons on the display of the external BEMA P2 control, when the first tool is being changed. When the tool is changed, the set value is stored automatically. That is how it works for the entire finishing program of up to 100 tools. Then the program is terminated.
For the second workpiece, Cycle Start still only has to be pressed once and the BEMA P2 coolant device starts. All this happens from the outside of the cab and without the machine operator coming into contact with the coolant. Any correction is also done without interrupting the program and opening the cab door. That is much more pleasant for the machine operator and when his work situation is more pleasant, he works better. Modern cooling lubricants are very gentle on the skin and allergic reactions have become extremely rare. The best protection from illness, however, is as little contact as possible with the substance. The coolant's life cycle and the service intervals for it are also extended. The reason for this is that the high flow rate straight onto the material removal site keeps the temperatures in the die clearance area very low. This does not produce any temperature spikes which can speed up the cooling emulsion’s ageing process. So far we have only looked at the oil-water emulsion application, because this is the most commonly-used substance. The other cooling agents, however, must not be neglected, whether it be Minimum Quantity Lubrication, air cooling or droplet lubrication.
All these systems must also affect the blade, even, to a certain extent, with a high degree of accuracy, so that the small quantities also arrive at the right place. Depending on the system, it is necessary to keep a fairly wide distance between the tool and the coolant outlet nozzle. Bringing this about, with different tools in the course of the automatic program, is only possible with the BEMA P2 System. Even if the tools, for cooling reasons, have been adjusted to the same length in the tool holder, the BEMA P2 is still necessary for automatic tool change. This is because the integrated safety function causes the nozzle to swivel to the pre-programmed change position at the beginning of the tool change. This allows the tool change process to be completed automatically without the tool changer or the tool moving the nozzles and without the cooling ceasing to be accurate for the following tool.
There is still another advantage offered by the programmable coolant jet. This is the ultrasonic tool break check. In this system, the coolant jet is used to transfer the ultrasound signal and even if the tools are of different lengths the jet should hit each one of them precisely. The BEMA P2 systems require only a small amount of installation space and anyone can attach them without difficulty.
It is not necessary to link them with the machine controls. The necessary signal for the tool change process is received directly by the tool changer via a proximity switch. If finishing centres are buying new equipment, the BEMA P2 System can be ordered ex-works from all bespoke manufacturers.
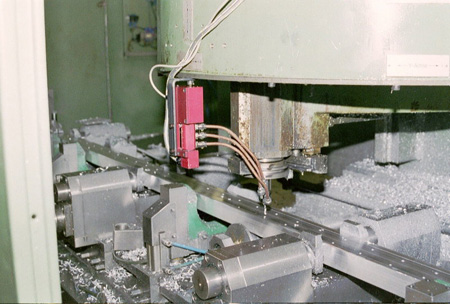
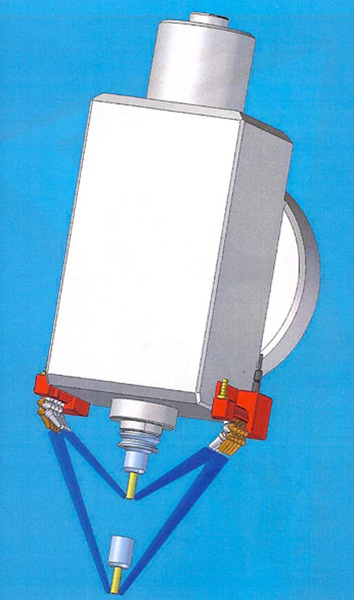
Example of attachment
- swivelling nozzle block
- Model P2
- Universal finishing centre
- Vertical finishing
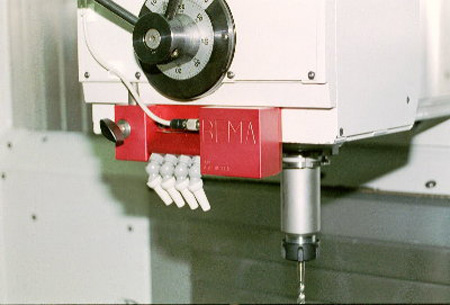
Example of attachment
- swivelling nozzle block
- Model LZ
- finishing centre with five axes
- vertical finishing