Kühlmittelhandling Anwendungsbilder





P1/P2 Kühlmittelhandling
Wie ist die heutige Situation in den modernen Zerspanungsbetrieben?
Ausgestattet mit den besten und schnellsten CNC-Fräsmaschinen des Marktes. Produzenten sind ausgestattet mit den besten und schnellsten CNC-Fräsmaschinen des Marktes, mit Linearmotoren, Eilgängen mit Beschleunigungen im G-Bereich, Werkzeugwechslern mit Wechselzeiten im Sekundentakt und Werkzeugen die von Ihren Herstellern durch Beschichtungen um vieles an Schnittleistungen und Standzeiten verbessert worden sind. Und nicht zuletzt die Hersteller der Kühlschmierstoffe, sei es die bekannte Öl-Wasser Emulsion oder die Hersteller der Minimalmengenschmierung, alle haben in den letzten Jahren große Fortschritte in der Entwicklung ihrer Produkte gemacht.
Alles wird vorangetrieben um die Zerspanung besser, schneller und kostengünstiger zu machen. Was jedoch immer stiefmütterlich behandelt wurde war eigentlich der wichtigste Punkt. Denn wie bringe ich das Medium an die Schneide? Denn dort wird sie gebraucht um ihre für sie entwickelten Fähigkeiten wirken zulassen. Jeder schiebt das Problem dem anderen zu. Und so ist es meist bei festeinstellbaren Düsen in mehr oder weniger großer Anzahl geblieben.
Dabei spielen Werkzeugbruch, schlechte Spanabfuhr, Optionalstop für spezielles Werkzeug und die vielen Programmunterbrechungen um die Kühlmitteldüsen einzustellen anscheinend keine Rolle. Auch dass die automatischen Maschinen dadurch gar nicht automatisch und mannlos arbeiten können, ist anscheinend ebenso uninteressant. Dabei ist die Lösung ganz einfach:
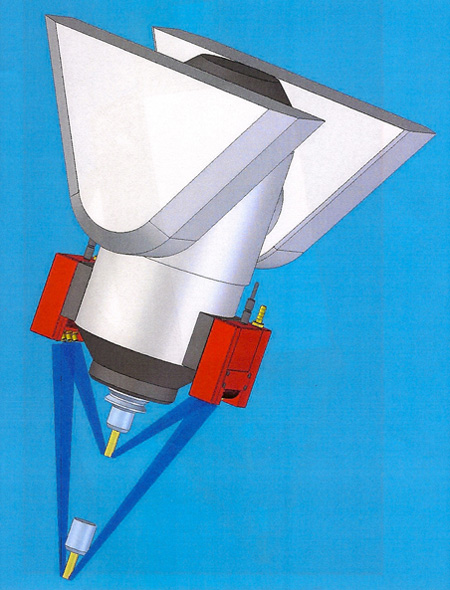
"Der programmierbare Kühlmittelstrahl" Es genügt den Kühlmittelstrahl über einen kleinen programmierbaren Motor zu bewegen. Die Firma BEMA Maschinen GmbH hat diese Lösung in die Praxis umgesetzt. Sie hat einen Düsenblock entwickelt der am Spindelkopf angebracht wird und den Kühlmittelstrahl in der Achse des Werkzeuges bewegen kann. Es wurde auch die entsprechende Software entwickelt damit der Anwender das BEMA P2 System problemlos an seine CNC-Maschine anbauen kann. Welche Verbesserungen bringt das BEMA P2 System ?
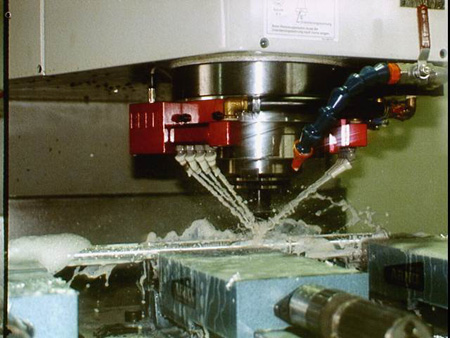
Durch die Möglichkeit den Kühlmittelstrahl von außerhalb der Maschinenkabine und während der Bearbeitung einzustellen, haben sie die Möglichkeit mit dem Kühlmittelstrahl direkt auf den optimalen Punkt für diese Bearbeitung zu zielen. Dabei spielt es kein Rolle ob sie mit einem kurzen Fräser von 5mm Durchmesser oder mit einem verlängerten Schaftfräser mit 25mm Durchmesser arbeiten. Sie können den Strahlwinkel stufenlos jeder Werkzeuglänge anpassen und bis zu 100 Werkzeugplätzen zuordnen. Durch diesen gezielten Kühlmittelstrahl bekommt die Schneide 100% des zur Verfügung stehenden Mediums. Dadurch hat die Schneide die optimale Kühlung, optimale Schmierung und für die Späneabfuhr ist durch das maximale Spülvolumen auch gesorgt. Nicht wie üblich, dass die meisten Späne durch den Fräser weggeschoben werden. Auch kommt der gerichtete Strahl der Standzeit des Werkzeuges sehr entgegen, es wurden bis zu 200% längere Standzeiten gemessen. Das BEMA P2 System benötigt keine Daten aus der CNC-Steuerung. Die einzige Verbindung mit der Maschine besteht aus einem Näherungsschalter der das Signal des Werkzeugwechsels an die BEMA - Software weitergibt. Wie funktioniert das BEMA - System?
Da sie beim Einfahren eines neuen Werkstückes immer dabei sind, wird beim Einwechseln des ersten Werkzeuges der Kühlmittelstrahl rein visuell über die beiden +/- Tasten am Display der externen BEMA P2 Steuerung eingestellt. Beim Wechsel des Werkzeuges wird der eingestellte Wert automatisch abgespeichert. So geht es das gesamte Bearbeitungsprogramm durch bis zu 100 Werkzeugen. Dann wird das Programm beendet.
Beim zweiten Werkstück muß nur noch einmal Zyklusstart gedrückt werden und das Kühlmittelgerät BEMA P2 läuft. Dies alles geschieht von außerhalb der Maschinenkabine und ohne dass der Maschinenbediener mit dem Kühlmedium in Kontakt kommt. Auch das eventuelle Nachkorrigieren erfolgt ohne Programmunterbrechung und öffnen der Kabinentür. Das ist viel angenehmer für den Maschinenbediener und wenn er angenehmer arbeitet, arbeitet er besser. Die modernen Kühlschmierstoffe sind sehr hautfreundlich und allergische Reaktionen sind sehr selten geworden. Doch der beste Schutz vor Erkrankung ist so wenig Kontakt mit dem Medium wie möglich. Auch die Lebensdauer des Kühlmediums und dessen Wartungsintervalle werden verlängert. Der Grund ist, durch den großen Volumenstrom direkt an der Zerspanungsstelle werden die Temperaturen im Schnittspalt sehr niedrig gehalten. Dadurch entstehen keine Temperaturspitzen die den Alterungsprozess der Kühlemulsion beschleunigen. Wir haben bisher nur den Anwendungsfall der Öl-Wasseremulsion betrachtet, weil dies doch der am meisten angewendete Stoff ist. Jedoch dürfen die anderen Kühlmedien nicht vernachlässigt werden, sei es die Minimalmengenschmierung, die Luftkühlung oder die Tröpfchenschmierung.
Alle diese Systeme müssen auch die Schneide treffen, teilweise sogar mit einer hohen Genauigkeit, damit die geringen Mengen auch an der richtigen Stelle ankommen. Je nach System ist deshalb ein mehr oder weniger großer Abstand zwischen dem Werkzeug und der Kühlmittelaustrittsdüse erforderlich. Dies im automatischen Programmablauf bei verschiedenlangen Werkzeugen zu verwirklichen, ist nur mit dem BEMA P2 System möglich. Selbst wenn die Werkzeuge, der Kühlung wegen, auf gleiche Länge im Werkzeughalter abgestimmt worden sind, ist das BEMA P2 trotzdem für den automatischen Werkzeugwechsel nötig. Denn die integrierte Sicherheitsfunktion bewirkt, dass die Düse zu Beginn des Werkzeugwechsels auf die vorher programmierte Wechselposition schwenkt. Der Werkzeugwechselvorgang kann dadurch automatisch durchgeführt werden, ohne dass der Werkzeugwechsler oder das Werkzeug die Düsen verstellt und für das nachfolgende Werkzeug die Kühlung nicht mehr stimmt.
Es gibt noch einen weiteren Vorteil den der programmierbare Kühlmittelstrahl bietet: die Werkzeugbruchkontrolle mittels Ultraschall. Bei diesem System wird der Kühlmittelstrahl zur Übertragung der Ultraschallsignale benutzt und der Strahl sollte auch bei unterschiedlich langen Werkzeugen jedes genau treffen. Die BEMA P2 Systeme benötigen einen kleinen Einbauraum und sind von jedem ohne Schwierigkeiten anzubauen.
Eine Verknüpfung mit der Maschinensteuerung ist nicht notwendig. Das benötigte Signal für den Werkzeugwechselvorgang wird über einen Näherungsschalter vom Werkzeugwechsler direkt abgenommen. Bei Neuanschaffungen von Bearbeitungszentren kann das BEMA P2 System bei allen renommierten Herstellern ab Werk bestellt werden.
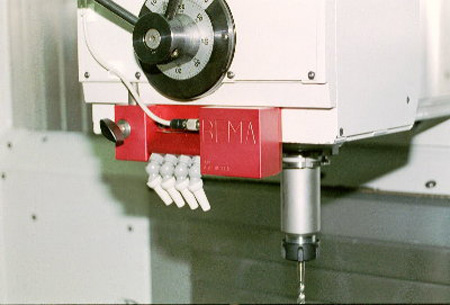
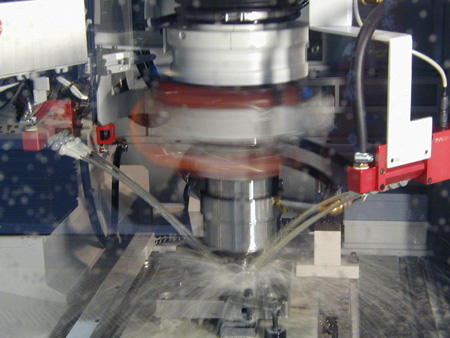
Anbaubeispiel
- schwenkbarer Düsenblock
- Typ P2
- Bearbeitungszentrum universal
- Bearbeitung vertikal
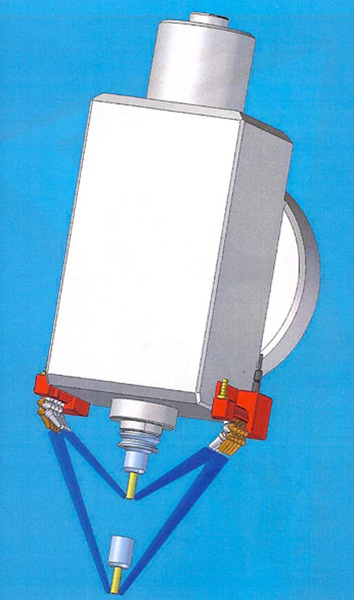
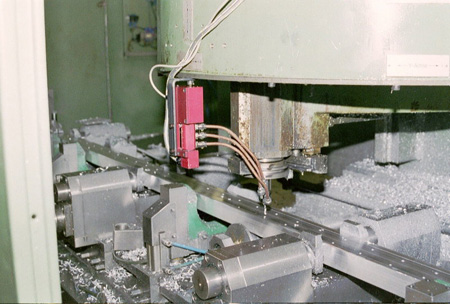
Anbaubeispiel
- schwenkbarer Düsenblock
- Typ LZ
- Bearbeitungszentrum mit 5-Achsen
- Bearbeitung vertikal