Image de l’utilisation





Distribution de liquide d’arrosage P1/P2
Quelle est la situation actuelle dans les entreprises d'usinage?
Elles sont équipées des fraiseuses CNC les meilleures et les plus rapides du marché ainsi que des moteurs linéaires, des avances rapides avec des accélération de l'ordre du G, des changeurs d'outils à un rythme de changement de l'ordre de la seconde, des outils munis par leur fabricants d'enductions améliorant de beaucoup leur efficacité de coupe et leur durée de vie. Et, ce qui n'est pas de moindre importance, il faut citer les fabricants de réfrigérants lubrifiants à partir de l’émulsion aqueuse jusqu’aux lubrifiants en quantité minimale. Tous ont, au cours des dernières années, fait de grands progrès en termes du développement de leurs produits.
Et tout cela pour rendre l'usinage meilleur, plus rapide et plus économique. Mais ce qu’est malgré tout resté l'enfant pauvre dans ce développement c'est en fait le point le plus important. Car comment faire parvenir le liquide d’arrosage au taillant de l'outil ? Car c'est là qu'il doit parvenir pour faire agir les capacités qui ont été développés pour lui. Chacun rejette le problème sur le voisin. Et c'est ainsi que les buses réglées de manière fixe continuent plus ou moins à prédominer.
En effet, la rupture de l'outil, la mauvaise évacuation des copeaux, l'arrêt optionnel pour les outils spéciaux et de nombreuses interruption du programment pour régler à nouveau la buse d’arrosage semblent ne pas avoir d'importance. Et le fait que les machines dites automatiques ne sont, par ce fait, pas du tout automatiques, et ne peuvent pas travailler sans opérateur, semble tout aussi inintéressant. Alors que la solution est toute simple :
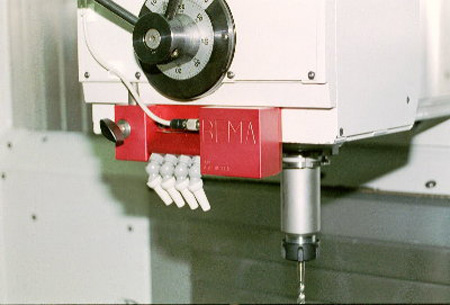
« Le jet d’arrosage programmable ». Il suffit de mouvoir ce jet par un petit moteur pouvant être programmé. La société BEMA Maschinen GmbH a mis cette solution en pratique. Elle a développé un bloc de buses qui est monté sur la tête de broche et peut mouvoir le jet d’arrosage dans l'axe de l'outil. Les logiciels correspondants ont également été développés pour que l'utilisateur puisse monter sans problème le système BEMA P2 sur sa machine CNC. Quelle est l'amélioration apportée par le système BEMA P2?
Grâce à la possibilité de régler le jet d’arrosage de l'extérieur de la cabine de la machine et durant le procédé d'usinage, vous avez la possibilité de viser avec le jet d’arrosage le point optimal pour cet usinage. Que vous travailliez avec une fraise courte ayant 5 mm de diamètre de tige ou avec une fraise à tige prolongée de 25 mm de diamètre ne joue aucun rôle. Vous pouvez régler l’angle du jet de manière continue en fonction des différentes longueurs de tige et l'attribuer à jusqu'à 100 places d'outils. Grâce à ce jet d’arrosage ciblé, le taillant reçoit 100% du liquide disponible. Ainsi, le taillant bénéficie des conditions optimales de refroidissement, de lubrification et d'élimination des coupeaux grâce à un volume de rinçage maximum. Pas comme d'habitude, où la plupart des coupeaux sont repoussés par la fraise. Le jet ciblé est aussi avantageux pour la durée de vie de l'outil ; on a constaté des durées de vie prolongées de jusqu'à 200%. Le système BEMA P2 ne nécessite pas de données de la commande NC. La seule connexion à la machine consiste en un interrupteur de proximité, qui transmet le signal du changement d'outil au logiciel BEMA. Comment fonctionne le système BEMA ?
Puisque vous assistez toujours à l'introduction d'une nouvelle pièce, lors du premier changement d'outil, on règle de manière purement visuelle le jet d’arrosage à l'aide des touches +/- de l'écran de la commande externe du BEMA P2. Lors du changement de l'outil, la valeur réglée est automatiquement enregistrée. Ainsi, l'ensemble du programme d'usinage est balayé pour jusqu'à 100 outils. Ensuite, le programme est quitté.
Pour la seconde pièce, il faut encore une fois appuyer sur le démarrage du cycle et le système BEMA P2 fonctionne. Tout cela s'accomplit du dehors de la machine et sans que l'opérateur n'entre en contact avec le liquide d’arrosage. Une correction a posteriori s'effectue également sans interrompre le programme et sans ouvrir la porte de la cabine. C'est beaucoup plus agréable pour l'opérateur de la machine, et celui qui a un travail plus agréable, l'effectue mieux. Les nouveaux liquides d’arrosage sont mieux supportés par la peau et les allergies sont devenues rares. Et tout de même la meilleure protection contre les maladies demeure d'éviter autant que possible tout contact avec le liquide. La durée de vie du liquide et les intervalles de maintenance ont également été prolongés. La raison en est que, grâce au grand débit volumique atteint directement au lieu d'enlèvement des copeaux, les températures dans la fente de coupe sont maintenues très basses. Ainsi, ne survient pas de pic de température accélérant le processus de vieillissement de l'émulsion de refroidissement. Nous avons jusqu'à présent seulement considéré le cas d'une émulsion aqueuse, puisque c'est tout de même la substance la plus utilisée. Les autres liquides d’arrosage ne doivent toutefois pas être négligés que ce soit la lubrification en quantité minimale, le refroidissement par air ou la lubrification par pulvérisation.
Tous ces systèmes doivent également atteindre le taillant. En partie, même avec une grande précision, pour que les faibles quantités parviennent effectivement au bon endroit. C'est pourquoi, selon les systèmes, une distance plus ou moins grande entre l'outil et la buse d’arrosage est nécessaire. Ceci ne peut être réalisé pour des déroulements automatiques utilisant des outils de longueurs différentes qu'à l'aide du système BEMA P2. Même si les outils, pour des raisons de refroidissement, ont été ramenés à une même longueur dans le porte-outil, le système BEMA P2 demeure nécessaire pour le changement d'outils. En effet, la fonction de sécurité intégrée a pour effet qu'au début du changement d'outil, les buses sont tournées en direction de la position de changement programmée à l'avance. Le processus de changement d'outil peut ainsi être effectué automatiquement, sans que le changeur d'outil ou l'outil lui-même ne perturbe le réglage des buses et que pour l'outil suivant le refroidissement ne soit plus correct.
Il existe encore un avantage supplémentaire offert par le jet d’arrosage programmable. C'est le contrôle de bris d'outil par ultrasons. Dans ce système, le jet d’arrosage est utilisé pour la transmission du signal ultrasons, et le jet doit aussi atteindre de manière précise les outils même de longueurs différentes. Les systèmes BEMA P2 n'ont besoin que d'un espace de montage restreint et peuvent être montés par quiconque sans difficulté.
Une connexion à la commande de la machine n'est pas nécessaire. Le signal nécessaire pour le changement d'outil est directement capté du changeur d'outils par un interrupteur de proximité. Lors de l’achat d’un nouveau centre d'usinage, le système BEMA P2 peut être commandé chez tous les fabricants renommés au départ de l'usine.
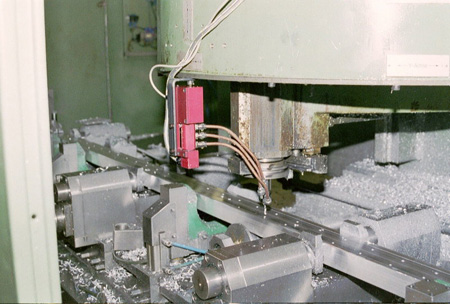
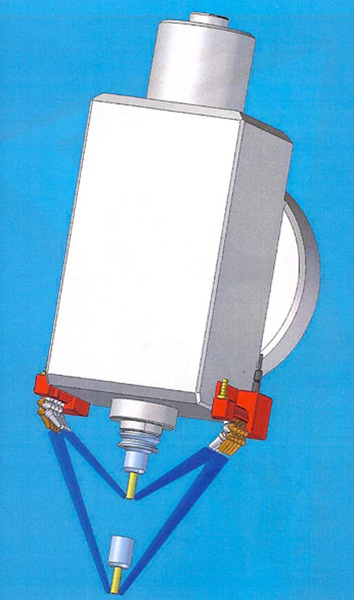
Exemple de montage
- Bloc de buses pivotant
- Type P2
- Centre d'usinage universel
- Usinage vertical
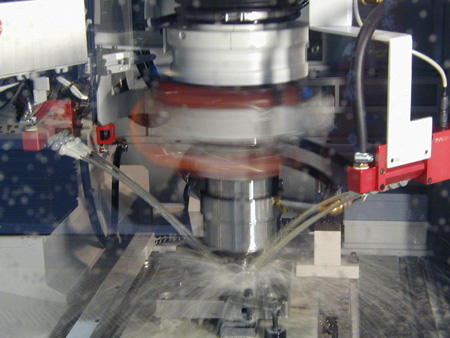
Exemple de montage
- Bloc de buses pivotant
- Type LZ
- Centre d'usinage à 5 axes
- Usinage vertical